
Acabamento de raios de canto sem vibrações
*Por Francisco Cavichiolli | Ilustrações Sandvik Coromant (Suécia) | Foto do autor: Renato Pizzutto
A usinagem de cantos, nas operações de desbaste ou mesmo nas operações de acabamento, é sempre um desafio, pois é comum o surgimento de vibrações que irão comprometer a qualidade da superfície usinada e também a produtividade, ou seja, o tempo de execução da tarefa.
Com a aplicação das técnicas corretas, seleção de ferramentas e definição de parâmetros de corte, a usinagem de cantos torna-se uma operação fácil de ser realizada.
O que isso significa na prática?
Na abertura de cavidades ou bolsões, quanto maior for o diâmetro da fresa utilizada para o desbaste e menores forem os raios de canto finais dessa cavidade, mais material teremos para remover nos cantos.
A técnica de fresamento em mergulho pode ser uma técnica produtiva para a remoção do excesso de material.
Depois entramos com técnicas de retoque, ou rest milling no termo em inglês, para o acabamento final.
Uma das técnicas para realizar o retoque final dos cantos é o fatiamento, ou slicing em inglês, que recebe esse nome por remover pequenas porções de material remanescentes nos cantos e na área de parede próxima a eles. A outra técnica para a operação de retoque é o fresamento trocoidal, que daremos mais detalhes.
Essas duas técnicas de fresamento foram originalmente desenvolvidas para o desbaste e o semidesbaste de materiais difíceis, como aços duros, ISO H, e materiais resistentes ao calor, ISO S. Porém, também podem ser usados em outros materiais, especialmente em aplicações sensíveis às vibrações.

Fresamento em mergulho em cantos
A técnica

Fatiamento de cantos e raios
Ambos os métodos estão baseados em pequena profundidade de corte radial, ae, que garante que apenas um dente da fresa estará em contato por vez no material. Isso gera menor força de corte resultando em menor tendência a vibrações. Outro fator positivo é a possibilidade de trabalharmos com grandes profundidades de corte axiais, ap.
A pequena profundidade de corte radial ainda gera pouco calor na zona de corte, o que possibilita o aumento da velocidade de corte e também uma espessura máxima de cavacos, hex, pequena, que nos permite o aumento considerável da taxa de avanço, resultando em maior produtividade e menores tempos para a execução da tarefa.
A escolha da ferramenta
A ferramenta mais utilizada nas operações de fatiamento e fresamento trocoidal são as fresas sólidas de metal duro, devido à disponibilidade de pequenos diâmetros e à sua grande capacidade de profundidade de corte axial, ap, mas quando o desenho do produto requer profundidades menores, as fresas a 90° com pastilhas intercambiáveis ou mesmo as sólidas com acoplamentos roscados são alternativas mais viáveis.
Para grandes profundidades axiais, onde as exigências de acabamento superficial nas paredes não são tão elevadas e/ou marcas de usinagem são permitidas, as fresas com pastilhas intercambiáveis de aresta longa, chamadas de long edge, também podem ser utilizadas.
Fresamento trocoidal

Fresamento trocoidal
O fresamento trocoidal pode ser definido como uma operação de fresamento circular que inclui movimentos simultâneos de deslocamento à frente. A fresa remove “fatias” repetidas de materiais em uma sequência de percursos espirais contínuos da ferramenta no sentido radial. Isso demanda uma programação especializada, facilitada pelo uso de softwares de programação CAM, além de recursos da máquina-ferramenta para realizar a operação. Alguns benefícios desse método são:
- O arco de contato controlado gera baixas forças de corte permitindo altas profundidades de corte axiais, ap.
- Todo o comprimento da aresta de corte é utilizado, garantindo que o calor e o desgaste sejam uniformes e se dissipem, resultando em maior vida útil da ferramenta.
- Devido ao arco de contato pequeno, são utilizadas ferramentas multidentes, o que permite altos avanços da mesa.
Como aplicar
O fatiamento, assim como o fresamento trocoidal, usa alta velocidade de corte, vc, e alta profundidade de corte axial, ap, mas com contatos radiais pequenos, ae, e também baixo avanço por dente, fz.
Para o fresamento trocoidal, o ap máximo deve ficar dentro de 2xDc e a velocidade de corte,vc, pode ser até 10 vezes maior que a velocidade aplicada no fresamento convencional.
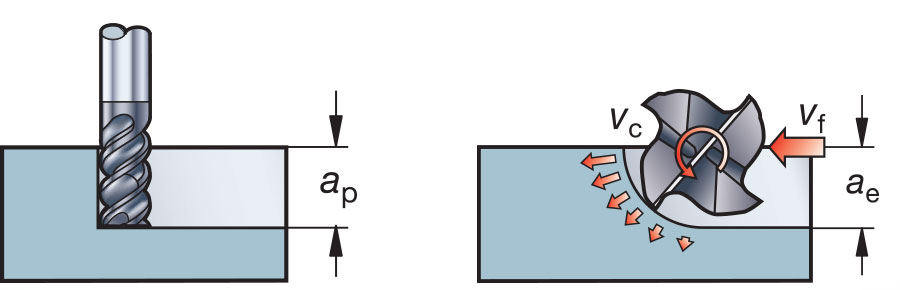
Baixa ae e grande ap
Definição de parâmetros
Diâmetro máximo da fresa Dc = 70% da largura do canal
Passo de deslocamento w = Máximo 10% de Dc
Profundidade radial ae = 20% de Dc
Profundidade axial ap = até 2xDc

Definições para fresamento trocoidal
Nossas dicas
- Use o fresamento em mergulho para remover o excesso de material deixado nos cantos de cavidades.
- Remova o material remanescente com técnicas de retoque.
- Use fresas a 90° com pastilhas intercambiáveis ou fresas sólidas de topo.
- Use fresas com diâmetro máximo de 1,75 vezes o raio de canto a ser usinado.
- Copie / interpole o raio de canto.
- Em comparação aos métodos tradicionais, o fresamento trocoidal trabalha com velocidades de corte mais altas.
- Calcule a taxa de avanço com base na espessura máxima de cavacos, hex, recomendada para a geometria da ferramenta.

Francisco Cavichiolli é especialista em fresamento, fresamento de engrenagens e sistemas de fixação da Sandvik Coromant do Brasil
Conteúdo originalmente publicado na revista Ferramental, ed. 72, e adaptado para a revista OMU. Concedido pela editora Gravo para republicação.